|
Polycarbonate (PC) and ABS were mixed in the melt state in a 1.5" DMX Dynamic Mixer attached to a 1" 24:1 L/D main
extruder used for the PC. ABS was fed by a 3/4", 24:1 L/D satellite extruder. The mixer temperature was 230oC, 260oC,
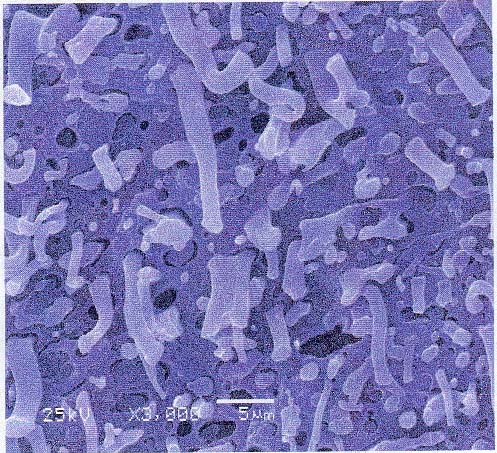
and 260oC from the connector to the die. The samples were fractured from the extruded rods in liquid nitrogen, and scanning
electron microscopy revealed that the components mixed below the submicronic level under nonoptimized conditions. The SEM
images are shown on the right. PC is the continuous phase, and ABS is uniformly dispersed in it. Shear induced orientation
is indicated by the fiber-like form of the dispersed ABS component. The average cross-sectional size of the ABS component
is 0.93 +/- 0.37 micrometer and 0.99 +/- 0.27 micrometer for 70/30 and 80/20 compositions, respectively. In both pictures
poor interactions between PC and ABS are indicated by holes.
The fact that the glass transition temperature of the product is different from the Tgs of the starting materials (and is
between the two) is a clear indication of partial miscibility. The measured DSC curves are shown below.
View thev glass transition temperatures
View DSC curves
The damping properties of the blends are characterized by the loss modulus (graph on the left). The first wide peak corresponds
to ABS, while the second sharper one to PC. The area under the curves is proportional to the damping properties of the material.
View loss modulus vs. temperature plot
|